
塑料熔化的过程:


原料熔化:与注塑机炮筒温度、储料速度、注塑机背压、结杆结构都有关系;

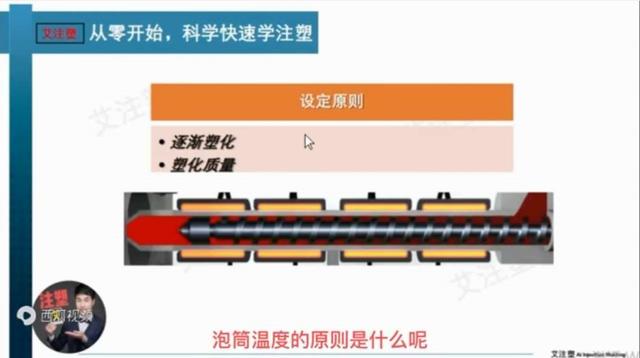
如图所示:塑料熔化与炮筒温度的影响;

炮筒温度设定的原则:
逐渐塑化的过程,炮筒温度是逐渐升高的过程。
重点:塑料熔体不能被分解,是炮筒温度设定的原则。
塑料熔化需要吸收热量:
第1 炮筒外面的加热圈;
第2 储料时螺杆旋转时,塑料粒子与塑料粒子产生的摩擦热量;
第3 塑料粒子与炮筒内壁产生的摩擦热;
在实际成型中,塑胶粒子摩擦热与剪切热占塑胶粒子熔化热量的80%,而炮筒加热圈占塑胶粒子熔化热量20%;
海天注塑机炮筒温度的设定:F8温度 设定界面

炮筒温度结合材料特性,进行5度~10度一个台阶进行设定;
有的机台可以设定下料口的温度,可以设定为50~60度;
当喷嘴前端产生流涎或拉丝的情况下,可以将炮筒前端的温度调低;

如图所示炮筒喷嘴,生产结晶性材料时容易堵,可以考虑前端短一点的喷嘴;

如图所示:
超短性喷嘴,适合生产结晶性材料,喷嘴就不容易堵;

如图所示:
炮筒温度的设置与显示

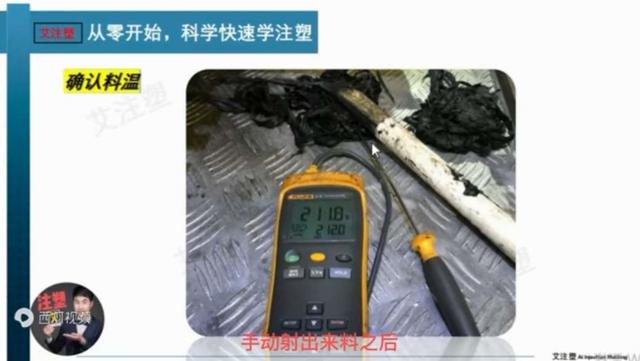
如图所示:
采用探针来检测炮筒出来的料温
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.rlxzw.com/2966.html


{kind=link}