


1 镀锌钢丝和钢绞线
镀锌钢丝是用热镀方法在钢丝表面镀锌制成。镀锌钢绞线的钢丝应在捻制钢绞线之前进行热镀锌。镀锌钢丝和钢绞线的抗腐蚀能力强,主要用于缆索、体外索及环境条件恶劣的工程结构等。镀锌钢丝应符合国家标准 (桥梁缆索用热镀锌钢丝》的规定,镀锌钢绞线应符合行业标准《高强度低松弛预应力热镀锌钢纹线》的规定。
1-1镀锌层
单位面积的镀锌层重量应为190 — 350g,相当于锌层的平均厚度为27 — 50μm。
锌层附着力是根据镀锌钢丝或成品镀锌钢绞线中心钢丝的缠绕试验来检验。缠绕用芯杆的直径为钢丝直径的5倍,紧密缠绕 8圈后,螺旋圈的锌层外面应没有剥落。
锌层均匀性是将镀锌钢丝试件二次浸入(每次时间为 60s)硫酸铜溶液,没有出现光 亮沉积层和橙红色铜的粘附。
锌层表面质量应具有连续的锌层,光滑均匀,不得有局部脱锌、露铁等缺陷,但允许有不影响锌层质量的局部轻微刻痕。
1-2.力学性能
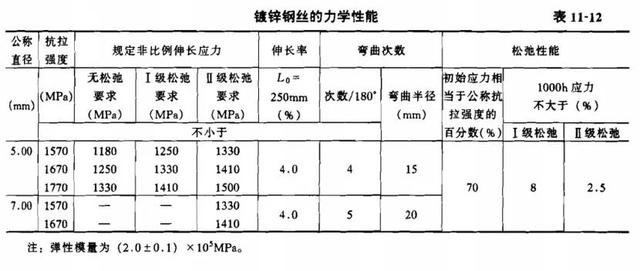
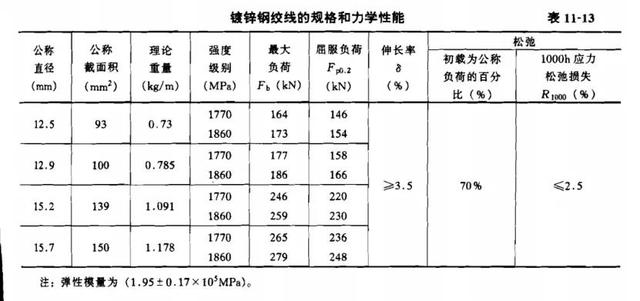
镀锌钢丝和镀锌钢绞线的力学性能,分别列于表11-12和表 11-13钢丝和钢纹线经热镀锌后,其屈服强度稍为降低。
镀锌钢丝和镀锌钢纹线的公称直径和截面积应包括锌层厚度在内。
2 无粘结预应力钢绞线
无粘结钢绞线是用防腐润滑油脂涂敷在钢绞线表面上,并外包塑料护套制成。它主要用于后张预应力混凝土结构中的无粘结预应力筋,也可用于暴露或腐蚀环境中的体外索、拉索等。无粘结钢绞线应符合行业标准 (无粘结预应力钢绞线》的规定。
2-1.材料要求
(1)钢纹线规格,选用1X7结构,直径有9.5mm, 12.7mm, 15.2mm及15.7mm 等。其质量应符合国家标准 GB/T 5224的要求。
(2)防腐润滑油脂应具有 良好的化学稳定性,对周围材料无侵蚀作用 ;不透水、不吸湿 ;抗腐蚀性能强 ;润滑性能好,摩擦阻力小 ;在规定温度范围内高温不流淌低温不变脆,并有一定韧性。其质量应符合行业标准 JG 3007的要求。
(3)护套材料应采用高密度聚乙烯树脂,其质量应符合国家标准 GB 11116的规定。护套颜色宜采用黑色;也可采用其他颜色,但此时添加的色母材料不能损伤护套的性能。
2-2.生产工艺
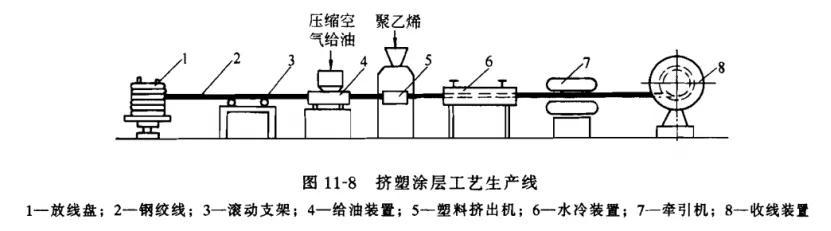
钢绞线油脂层的涂敷及护套的制作,应采用挤塑涂层工艺一次完成。其工艺设备主要由放线盘、给油装置、塑料挤出机、水冷装置、牵引机、收线机 等组成,见图11-8钢绞线经给油装置涂油后,通过塑料挤出机的机头出口处,塑料熔
融被挤成管状包覆在钢绞线上 ,经冷却水槽使塑料护套硬化,即形成无粘结钢绞线。
塑料挤出机的机头是该工艺的关键部件。塑料熔融物与钢绞线在机头中各走各的通道,塑料护套只在机头出口处直接在钢纹线上成型。由于塑料软化点与油脂滴点温度非常接近,所以在成型过程 中必须保证熔融物经过机头时油脂不流淌 ;同时,还应保证成型塑料护套与涂油钢绞线离开一定间隙,以便涂油钢绞线能在塑料护套内任意抽动,减少张拉时摩擦损失。挤出机的塑料挤出速度与制品成型速度必须协调一致,以免影响塑料护套厚度。
2-3.质量要求
预应力钢绞线的力学性能,经检验合格后,方可制作无粘结预应力筋。
产品外观:油脂应饱满,护套应光滑、无裂缝,无明显褶皱。
护套厚度:在正常环境下不小于 0. 8mm,在腐蚀环境下不小于 1.2mm。
油脂用量与护套厚度测量方法:取 1m长无粘结钢绞线,用精度不低于 1.0g的天平称量重量 (W1),然后除净护套及钢绞线上的油脂,并称量其重量 (W2),每 m钢绞线 油脂重量 W3=W1-W2:;护套厚度用游标卡尺在其每端口截面不同方向上各进行4次测 量,取平均值。
无粘结钢绞线护套轻微破损者应外包防水塑料胶带修补,严重破损者不得使用。
3 环级涂层钢绞线
环氧涂层钢绞线是通过静电喷涂使每根钢丝周围形成一层环氧保护膜制成。该保护膜对各种腐蚀环境具有优良的耐蚀性,同时该新型防腐钢绞线具有与母材相 同的强度特性及相同的混凝土粘结强度,且其柔软性与喷涂前相同,它还具有与普通钢绞线共用锚具和张拉设备的优点,适用于腐蚀环境的先张法或后张法构件、港湾构造物、海洋构造物 、斜拉索、吊索等。
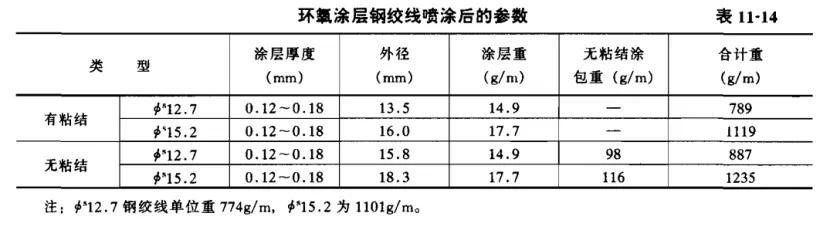
环氧涂层钢绞线, 主要有两种类型 :环氧涂层有粘结钢绞线、环氧涂层无粘结钢绞,其喷涂后的参数,列于表 11-14。
环氧涂层钢绞线的制作,采用环氧喷涂设备。首先将除锈后的钢绞线完全松开,用静电喷涂方法对钢绞线芯丝及外周 6根侧丝的表面均匀地喷涂上专用环氧树脂粉末并加热熔融及冷却固化,然后将钢丝捻制复原。
对环氧涂层无粘结钢绞线,还需进行涂油脂包塑料护套工序。
环氧涂层钢绞线的质量要求如下:
(1)涂层厚度应满足表 11-14的要求,可采用磁性测厚仪进行检测;
(2)涂层表面应光滑完整,没有肉眼可见的小孔、针眼、空隙、裂纹和损伤等。允许有不影响涂层防腐质量的局部气泡。如出现轻微针眼、局部损伤等缺陷,应采用生产厂家提供的专用修补料进行修补 ;
(3)涂层附着力应在成品中取样进行16D 直径的弯曲试验或在拉伸至钢纹线标准强度的90%时,涂层应无裂纹、脱落现象。
4 缓粘结钢绞线
缓粘结纲绞线是用缓慢凝固的特种树脂涂料涂敷在钢绞线表面上,并外包压波的塑料护套制成。这种缓粘结钢绞线既有无粘结预应力筋的张拉摩阻小,不用预埋管和灌浆作业,施工方便等优点,涂料经过一定时间固化后,由于塑料护套表面压波,又有有粘结预应力筋的安全性高,并具有较强的防腐蚀性能等优点,见图11-10。
缓粘结型涂料采用特种树脂与固化剂配制而成。在固化过程中,伴随着固化剂的化学作用,特种涂料不仅有较好的内聚力,而且和被粘结物表面产生很强的粘结力,体积几乎不变,偏碱性,对钢绞线 防腐蚀有益。根据不同工程要求,可选用固化时间 3–6个月或更长的涂料。实测张拉摩擦系数 K = 0.0053, μ=0.095一0.133。
缓粘结钢绞线涂包工艺,基本上是从无粘结钢绞线 生产设备演变过来的,仅改装涂料设备,增添塑料护套压波设备与冷却水槽等即可。

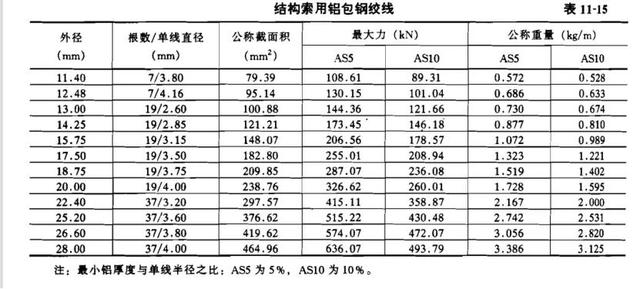
5铝包钢绞线
表 11-15列出结构索用铝包钢绞线的品种与规格。
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.rlxzw.com/3962.html


{kind=link}