
背 景
塑料自攻螺钉是常见的拧紧装配方式,相比于其它连接,其连接具备成本低,工序简单,连接可靠等优点。
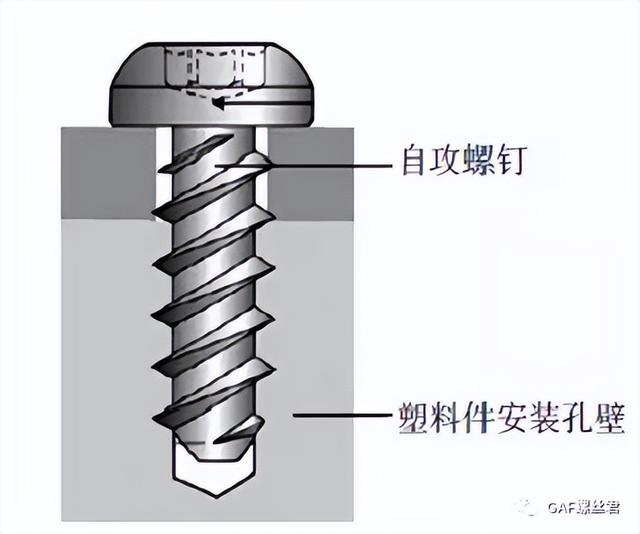
其在拧紧过程中是先在被连接件不预制螺纹的前提下,在联接时,通过自攻螺钉在预制孔上钻出螺纹孔,再实现拧紧的过程,连接结构如下图所示,自攻螺钉的一般金属材质,硬度可达到10.9级螺栓,一般为320-370HV,被连接件一般都是塑料件,如P***6-GF材料,PBT-GF材料,POM-GF材料等。
我们今天和各位螺丝君一起探讨下:塑料自攻螺钉的拧紧,多大扭矩合适?
01
基本介绍
自攻螺钉颜色上主要有两种,黑色和银色,一般采用电镀锌镍作为表面处理,强度一般可达到1000Mpa,所以螺钉成型后务必采用热处理以保证联接强度。
相比于米制螺栓牙型角60°,自攻螺钉因其需要塑料上攻出螺纹且保证联接强度,其牙型角一般为30°,如图2所示。
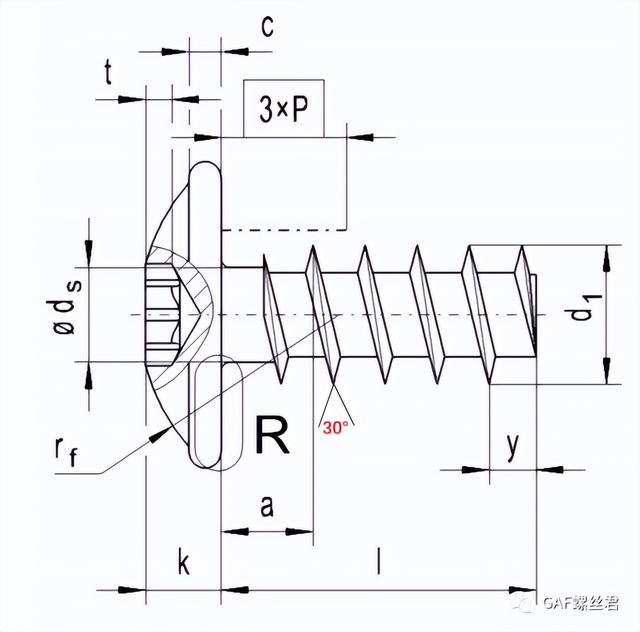
图 2
常用的尺寸有:2mm-7mm,即TP2、TP3、TP4、TP5、TP6、TP7等。设螺钉的直径为d,为保证足够联接强度,对手的螺纹孔的深度一般建议在1.7倍d和2.2倍d之间。
因为螺钉的攻丝阶段角度较大,为满足生产节拍要求,螺钉的拧紧转速建议为100-500rpm。
如果拧紧枪的过充较严重,拧紧转速可适当降低,或采用分段拧紧,即先高转速后低转速。
02
拧紧阶段划分
(1)攻丝阶段
该阶段作用是螺钉在塑料光孔中攻出螺纹,保证后续的拧紧,攻丝角度一般较大,如图3所示,攻丝角度超过1000°。因此该阶段,拧紧枪的转速一般较高,该阶段的最高扭矩就是攻丝扭矩。一般不建议攻丝扭矩太高。
(2)贴合至线性最大扭矩点
拧紧段直线的最低扭矩为贴合扭矩,:拧紧段直线的最高扭矩为线性最大扭矩,该段为塑料自攻钉的工艺扭矩点的位置,为零件产生有效夹紧力的位置。
(3)线性最大扭矩至破坏扭矩点
过了线性最大扭矩点后,塑料开始发生不可逆的破坏,当达到破坏扭矩时,塑料拧紧孔出现开裂等失效。
(4)破坏扭矩点后
塑料进一步破坏,扭矩开始降低,直至接近零。
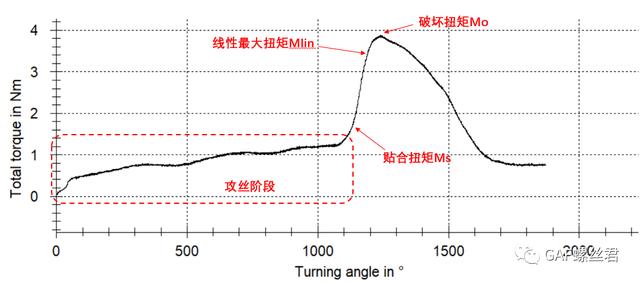
图 3
03
拧紧返修
如零件需拆开维修,应用大一个尺寸的自攻钉螺丝进行拧紧,如下表所示。
例如,拧紧时采用TP3的螺钉进行拧紧,维修时需采用TP4的进行拧紧。
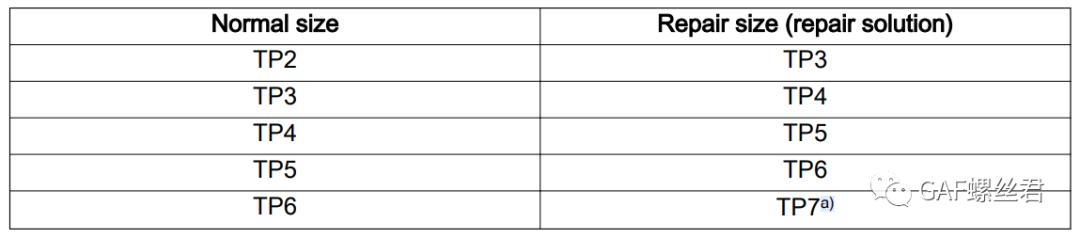
表 1
04
多大拧紧扭矩合适
自攻螺钉的拧紧扭矩如太高,会导致塑料件开裂;拧紧扭矩如太低,会导致零件无法夹紧,甚至零件无法贴合;因此合适的拧紧扭矩至关重要。
为此,我们参阅一些资料,给出如下的建议公式,供各位螺丝君参考:
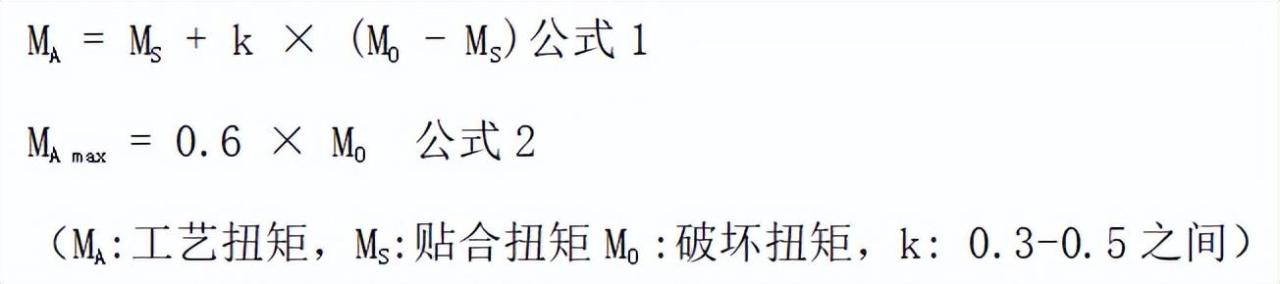
公式解析:首先要保证工艺扭矩大于贴合扭矩,工艺扭矩在贴合扭矩的基础上,再加上贴合扭矩至破坏扭矩的0.3至0.5倍。
同时,为保证塑料件不被过拧,最大的工艺扭矩不建议超过破坏扭矩的0.6倍。再根据公式计算出的参考工艺扭矩,确定最终的实际拧紧工艺扭矩。
05
案 例
某塑料自攻螺钉拧紧,完整的从攻丝拧至失效的曲线如下图所示,先需要确定最佳工艺扭矩。
首先,根据曲线读出贴合扭矩MS=1.29Nm,破坏扭矩MO=3.83Nm。
根据公式1:
- 当k = 0.3时,计算出的M***=2.05 Nm,
- 当k = 0.5时,计算出的M***=2.56 Nm。
根据公式2:M*** max = 0.6 × MO,M*** max=2.30 Nm
根据计算的工艺扭矩,为便于扭矩的管理,最终确定拧紧工艺为2Nm。
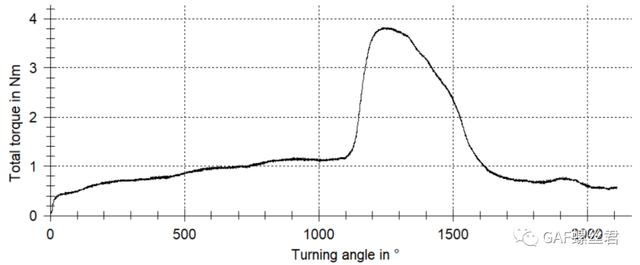
图 4
06
总 结
- 塑料自攻螺钉的拧紧扭矩至关重要,当拧紧扭矩过高时,塑料容易开裂;当拧紧扭矩过低时,拧紧无法有效拧紧,甚至未贴合。
- 通过公式1和公式2的计算,可计算出合适拧紧扭矩范围,再根据扭矩管理方便确定最佳工艺扭矩。
今天的话题,就分享到这里;更多详情,请关注微信公众号:G***F螺丝君(G***F-luosijun)
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.rlxzw.com/4385.html





{kind=link}